退火.表面處理.正常化
退火
無論是冷鍛或溫熱鍛,當材料在經過鍛造沖床高壓塑形之後,除了外觀改變之外,同時也提高了材料的內部應力。此時若要在繼續下一個製程,必須先行將材料的內部應力降低,以利於後續製程的進行。
金屬加工領域,退火處理是常見的降低應力的手法。其方法是:讓材料在一定的溫度變化及時間的遞延管制之下,可有效的降低材料的內部應力。
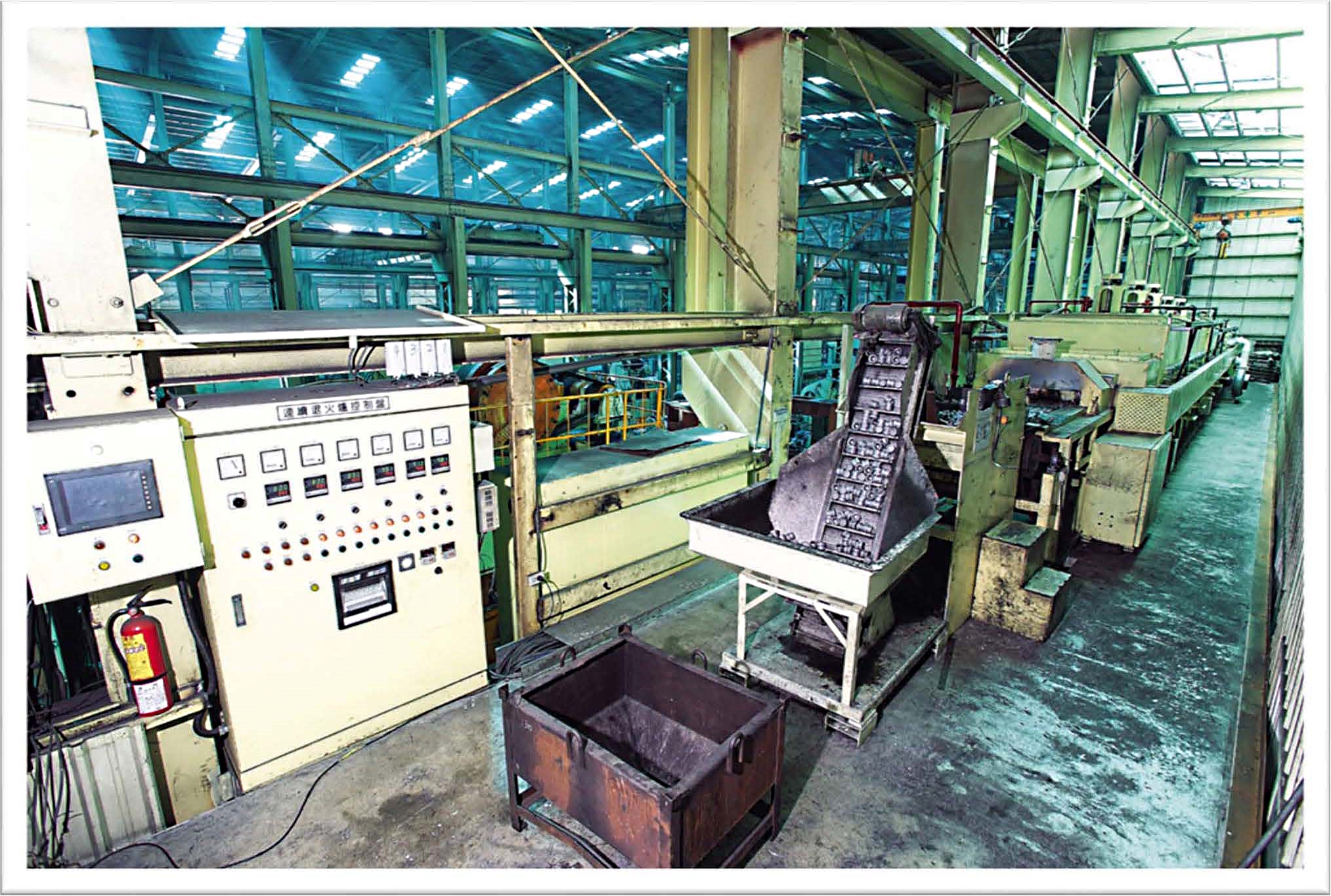
江興公司身為綜合鍛造大廠,因應不同的狀況而備妥了多樣的退火製程:
※ 一般軟化退火:坩鍋式退火爐,連續式退火爐。
※ 完全退火:連續式退火爐。
※ 球化退火處理:三噸東洋爐、六噸三永球化爐。

表面處理
在材料進行塑形冷鍛加工之前,例如:冷鍛引拔、形押、深絞等加工方式,為了降低表面磨擦係數,通常都會進行材料的表面處理,俗稱皮膜製程。其效果如下:
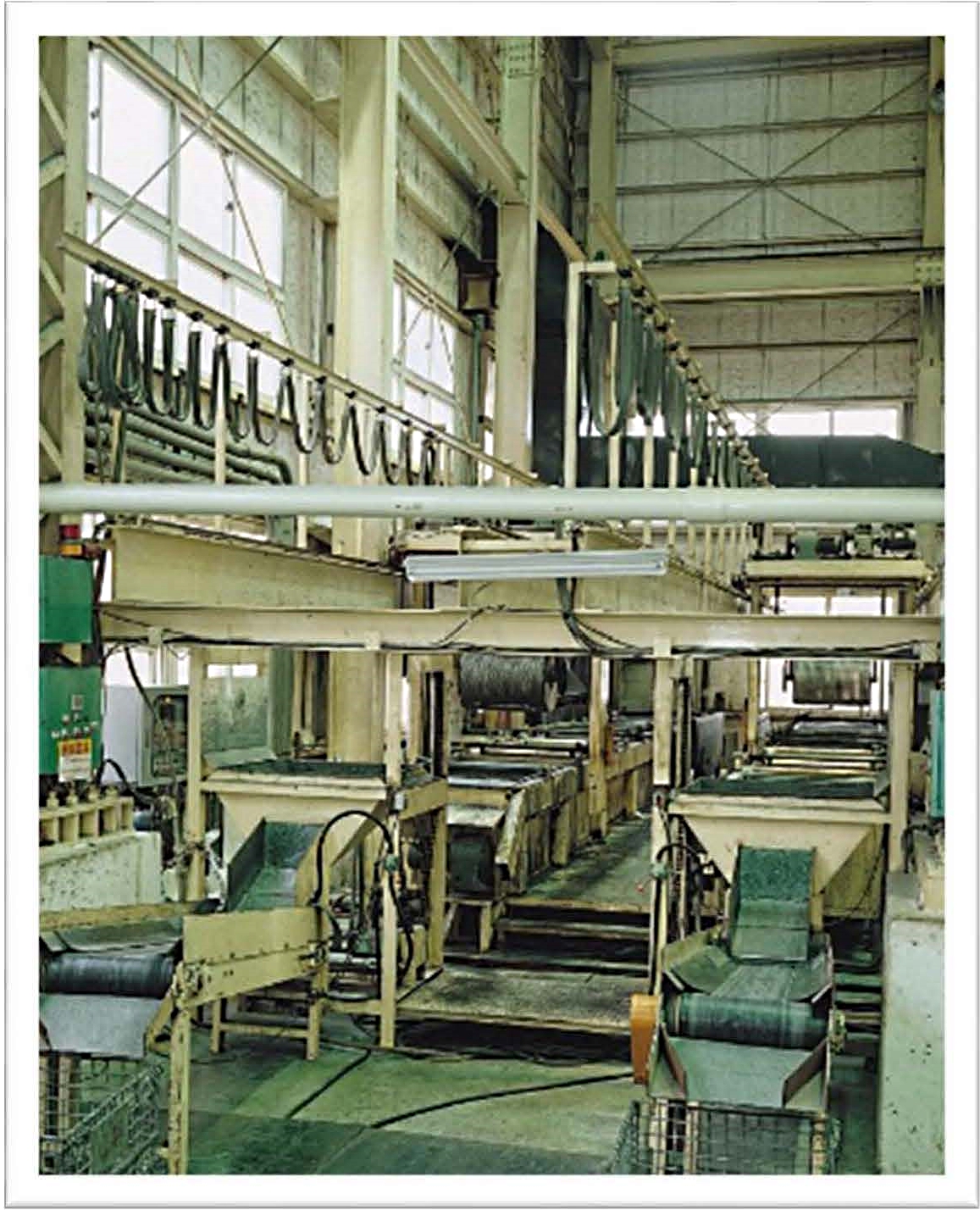
※ 減輕鍛造時材料與模具相互間的摩擦係數。
※ 保護模具之壽命,並確保產品的尺寸精度。
※ 增加材料在成型區域內的流動速度。
※ 使鍛品表面求得平滑、均整,以滿足後續的製程條件。例如:抽線、抽管、冷鍛變形等製程,並配合塑形時的潤滑劑噴灑使用,
可讓塑形的效果達到最佳狀態。
正常化
當鋼料被加熱到900℃以上以後,在靜置於空氣中進行自然空冷處理,稱為正常化處理。
就熱鍛用鋼料而言,被加熱到熱鍛所需之高溫時,會產生結晶粒粗大化的現象,隨後會因外觀遭到高壓產生變化或是製程前後溫度的變化,產生晶粒大小不均或是局部碳化物凝結等問題。而正常化之主要目的即在消除上述不良組織,並進而改善鋼料之機械性質。尤其是汽車用鍛品,經過正常化處理後的鍛品遠比未正常化處理的鍛品來的容易加工,可提升客戶加工效率,延長車刀的壽命。